スキーチューンナップ 【ハイレベル】[ソールリペア・サイド/ベースエッジ指定・ストラクチャー]●納期 到着後7営業日
7,900
【年末年始のチューンナップ納期について】
●12/19(金)当店到着分までを12/26(金)までに出荷いたします。
お急ぎの場合は「元払い・梱包ケース不要」コースをご選択ください。
●12/20(土)〜29(月)当店到着分は1/8(木)の出荷といたします。
●12/30(火)〜1/4(日)まで休業いたします。その間荷物の受け取り、発送は出来ません。
●年末は、地域によって個人宅集荷受付の締切日が異なりますのでご注意ください。
【スキーチューンナップの受付にあたり】
◆チューンナップを2台以上まとめてのご注文の場合も、送料は1台分のままです。
◆発送方法【元払・梱包資材不要。返送料\1,500】をご選択いただいた場合、注文内容ご確認(自動配信)メールでは、往復送料¥2,700が表示されますが、後ほど返送料¥1,500に値引きして受注確定メールでお知らせします。(北海道\2,500、離島\3,000)
☆特にお急ぎの場合は発送方法【元払・梱包ケース不要】をご選択ください。
【赤外線照射によるWAXオプション】 ¥2,200〜
Montana社ワックスフューチャーを導入。長時間滑走性を維持します。
●12/19(金)当店到着分までを12/26(金)までに出荷いたします。
お急ぎの場合は「元払い・梱包ケース不要」コースをご選択ください。
●12/20(土)〜29(月)当店到着分は1/8(木)の出荷といたします。
●12/30(火)〜1/4(日)まで休業いたします。その間荷物の受け取り、発送は出来ません。
●年末は、地域によって個人宅集荷受付の締切日が異なりますのでご注意ください。
【スキーチューンナップの受付にあたり】
◆チューンナップを2台以上まとめてのご注文の場合も、送料は1台分のままです。
◆発送方法【元払・梱包資材不要。返送料\1,500】をご選択いただいた場合、注文内容ご確認(自動配信)メールでは、往復送料¥2,700が表示されますが、後ほど返送料¥1,500に値引きして受注確定メールでお知らせします。(北海道\2,500、離島\3,000)
☆特にお急ぎの場合は発送方法【元払・梱包ケース不要】をご選択ください。
【赤外線照射によるWAXオプション】 ¥2,200〜
Montana社ワックスフューチャーを導入。長時間滑走性を維持します。
●スキーのコンディションは万全ですか?
当工房は、使い込んだスキーをおろしたての状態に復元します。滑りが悪い、エッジがきかない、エッジが引っ掛かるといった症状を専門技術者が丁寧に修復、チューンナップしていきます。滑りが変わります。ぜひ一度当工房のチューンナップをお試しください
■ 受付から受け渡しまでの流れ ■
受付方法は2種類あります。必ずご確認ください。
【選択1】スキー梱包用ケースご希望のお客様(着払い)
往復の送料¥2,700(北海道へはプラス¥1,000)
*着払いでお送りいただく場合のお願い*
・同封する「西濃運輸 着払伝票」をご利用のうえ発送してください。集荷依頼の電話番号も添付いたします。
【選択2】お急ぎ、または梱包用ケースの送付不要のお客様(元払い)
「お客様の元払い」でお送りください。チューンナップ完了後の弊社からの返送料は¥1,500とさせていただきます。
(北海道へは弊社からの返送料は¥2,500)
*元払いでお送りいただく場合のお願い*
・【Yahoo!ショッピング】注文内容ご確認(自動配信メール)では、往復送料が加算されてご注文合計金額が表示されますが、後ほど弊社からの≪ご注文確定のお知らせメール≫で、返送料のみのご注文決済金額をお知らせします。
・お急ぎのお客様は、クレジットカード・代金引換での決済をご選択ください。≪ご注文確定のお知らせメール≫が届き次第、すぐに発送していただけます。
☆スキーが当店到着後、5〜7営業日でお客様へ返送いたします。
※オフシーズン、年末年始を除く
■スキーチューンナップ【ハイレベル】の工程 ■
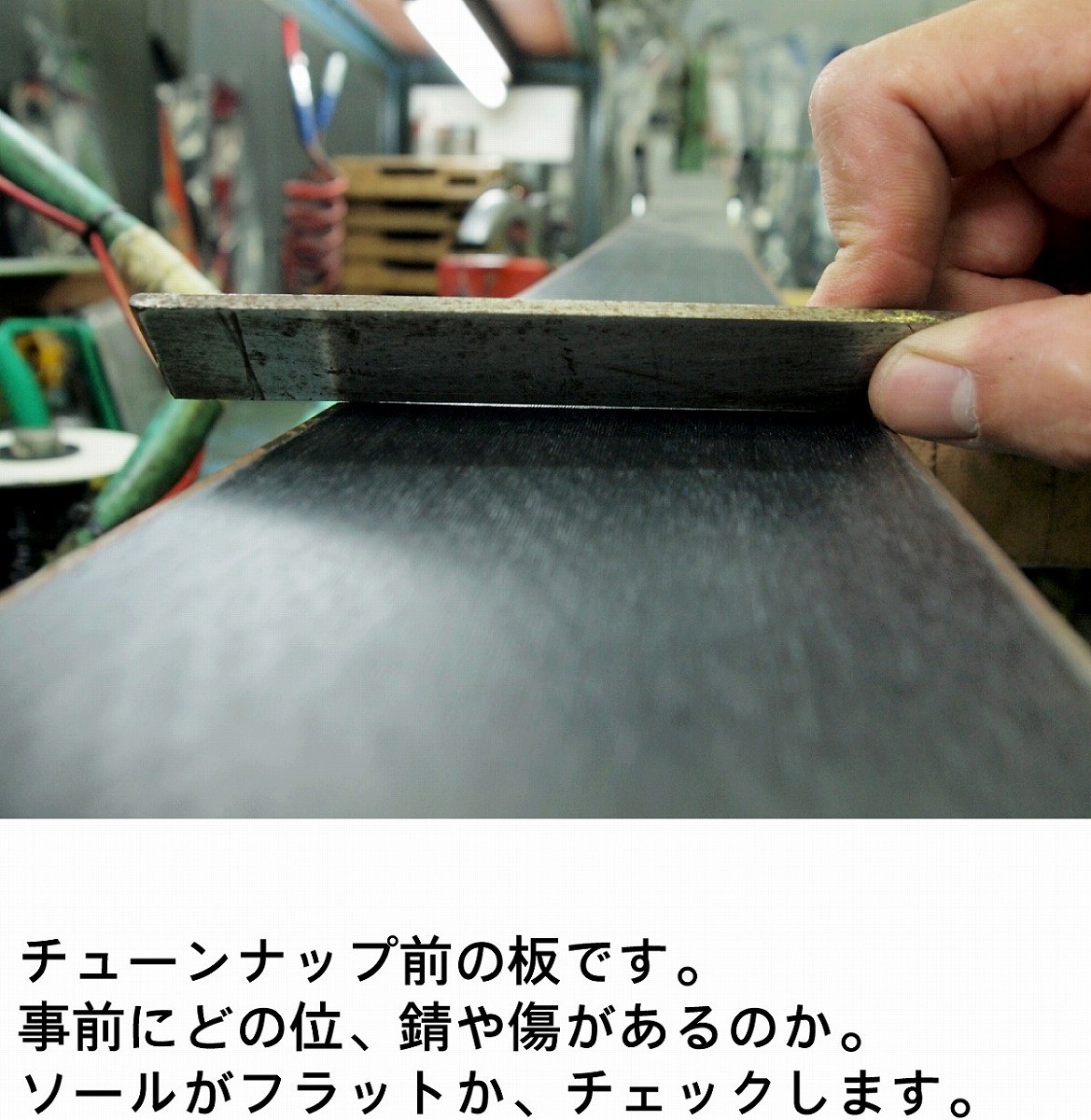 | ●主に下記の状態をチュ―ンナップの事前にチェックします。 【 滑走面のチェック箇所】 エッジと滑走面の高さの差、凸凹。滑走面の酸化やケバ立ちの状態。滑走面のキズ。 【エッジのチェック箇所】 エッジのさびの度合い・エッジの摩耗、カケなどのダメージ |
|---|
2 粗研磨(サンディング)
 | ●滑走面のトップからテールまで均等に研磨し、ダメージのある古い滑走面を取り除きます。古くなった表面を薄くスライスするイメージです。凹凸のあるソールはこの工程で、まずフラットに近づけます。またこの工程で比較的浅いすりキズ、線キズを取り除きます。熟練を要する重要な工程です。 |
|---|
3 サイドエッジ研磨(角度調整指定)
 | ●エッジの側面の研磨工程です。錆を除去しエッジのキズ・カケを取り除き、摩耗によって丸くなったエッジを立て直します。錆びたエッジも大丈夫。もとの輝きを取り戻します。 「ハイレベルコース」はエッジ角度に指定が可能。90〜87°の間で、0.5°刻みでオーダーできます。おもに上級者向きです。【エッジの角度指定の方法】 指定角度を記入した用紙をスキーに貼り付けてお送りください。 |
|---|
 | ●専用リペアマシン「エクストゥルダー」でキズを修復している画像。 えぐれた、深い傷には「ソールリペア」で対応します。リペア材料には滑走面と同じ[P-TEX」を使います。それを250℃前後の高温で溶かしてソールに溶着していきます。修理した部分にもWAXが浸透する優れた補修材を使用しています。 |
|---|

5 中仕上げ研磨(サンディング)
 | ●粗削りの次の段階。リペアした部分も含めフラット研磨を重ねていきます。粗削りで生じたケバを取り除き、滑走面をよりフラットに近づけていきます。 |
|---|
6 最終仕上げ研磨(サンディング)
 | ●サンディングの最終工程。この段階でケバは完全に取り除かれ、滑走面は再生されました。 このように、スキーはこの工程を含め3〜4段階の研磨ベルトを使用し、工程を重ねて完成度の高い滑走面に加工していきます。 |
|---|

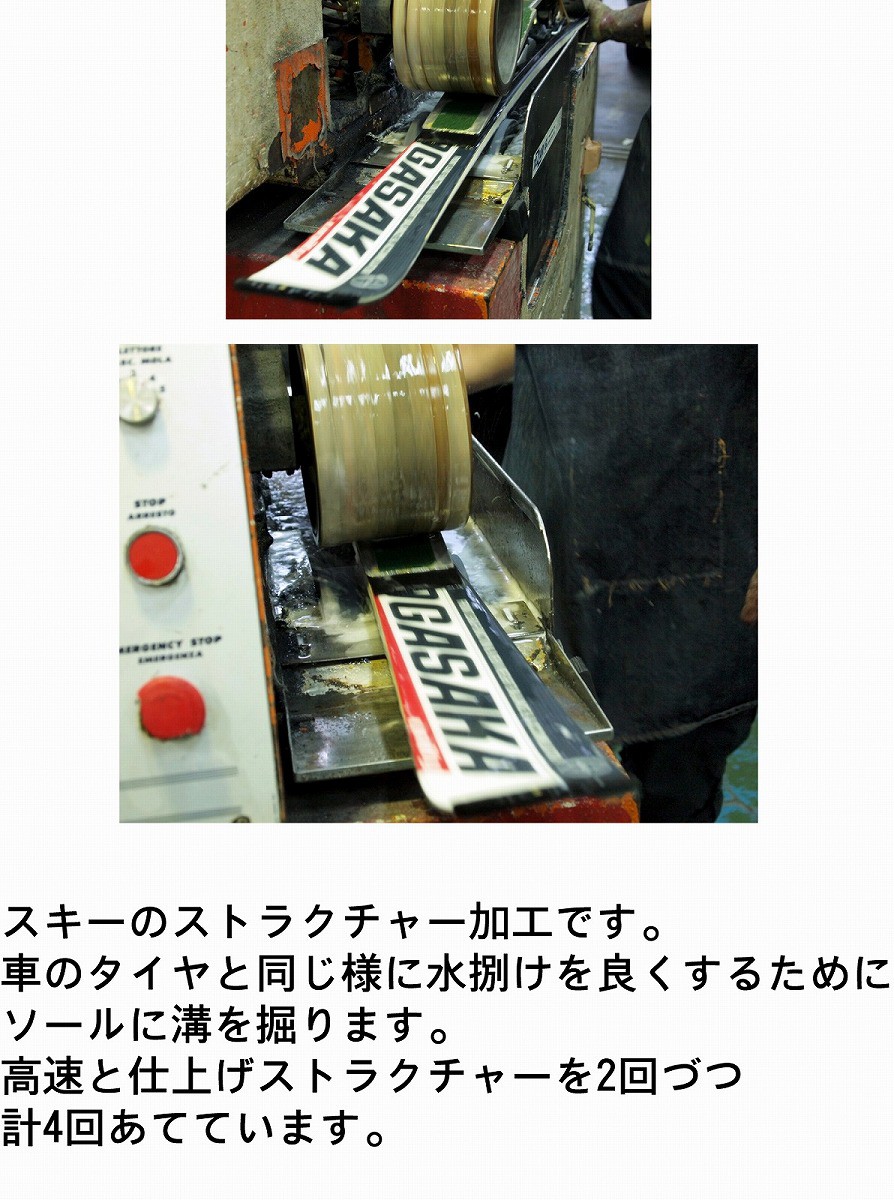
7 ストラクチャー加工
●2段階のストーングライディングを経て滑走面は完成します。
【高速グライディング】
研磨用砥石を高速回転で滑走面をグライディングし、より精度の高いフラットな滑走面に加工します。
【低速グライディング】
滑走面を鏡面上に磨き上げます。滑走面の最終仕上げです。鏡面に仕上げるとともに「ストラクチャー」(ベースマーク)を刻み込みます。滑走面と雪面に生じる雪の結晶や水分に抵抗をスムーズに排除する役割を果たし、滑走性能を向上させるのに欠かせない加工方法です。
スタンダードコースのストラクチャーは「ユニバーサルクロス」。湿雪から乾燥雪まで幅広く対応する万能ストラクチャーを刻み込みます。
 | ●当店では精度の高い日本製の「角柱ダイヤモンドドレッサー」を使用しています。深さや幅にムラのない正確なストラクチャーを刻み込むことができます。 |
|---|

8 ベースエッジ研磨(角度調整 指定)
 | ●「ハイレベルコース」はベースエッジ角度に指定が可能。1°〜2の間で、0.5°刻みでオーダーできます。ご指定がない場合は<サイド89°ベース1°>で仕上げます。【エッジの角度指定の方法】 指定角度を記入した用紙をスキーに貼り付けてお送りください。 |
|---|
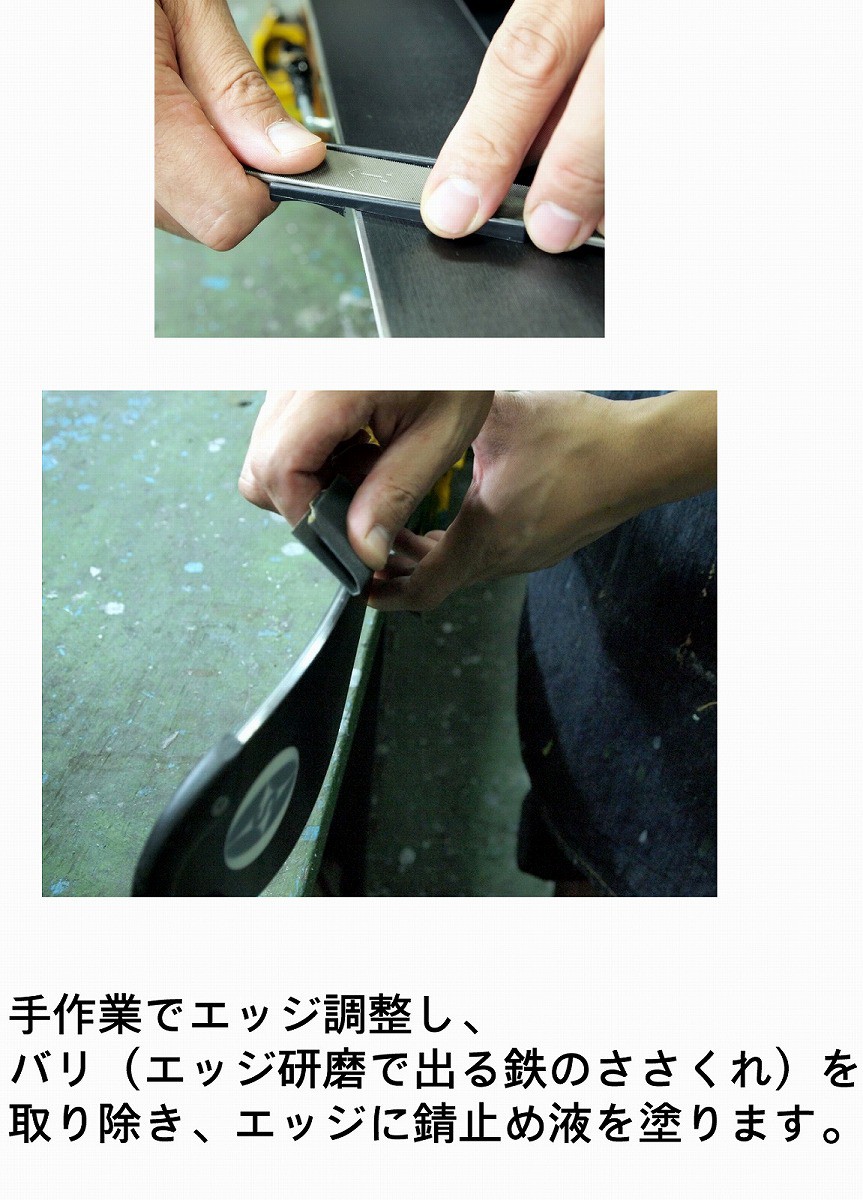 | ●エッジに残ったバリを丁寧に取り除くとともにエッジの鋭調整を行います。これによってトップからテールまで正確で均等なエッジの鋭調整が可能となります。エッジ防錆剤処理はこのタイミングで行います。 |
|---|
10 WAX加工
{kind=link}
| | ●WAXの仕上がり状態は2種類。【すぐに滑れる、スクレーピング→ブラッシング仕上げ】と【保管のためのベースワックス厚塗り仕上げ】。カートボタンの上のWAX仕上げ選択項目で選んでいただけます。 |
|---|
【オプション】WAX FUTURE
 | ●Montana社「ワックスフューチャー」を導入しました。80度以下の赤外線の照射によってワクシングすると、従来のホットワックスをはるかに上回るワックスの浸透が得られます。 【ワックスフューチャーのメリット】 ・深く浸透したワックスは、長時間滑走性を維持します。 ・滑走性が落ちてきたら、上からホットワックスを補給すると再び長く滑走性を持続します。 ・アイロンでソールを焦がしてしまう心配がありません。 |
|---|